
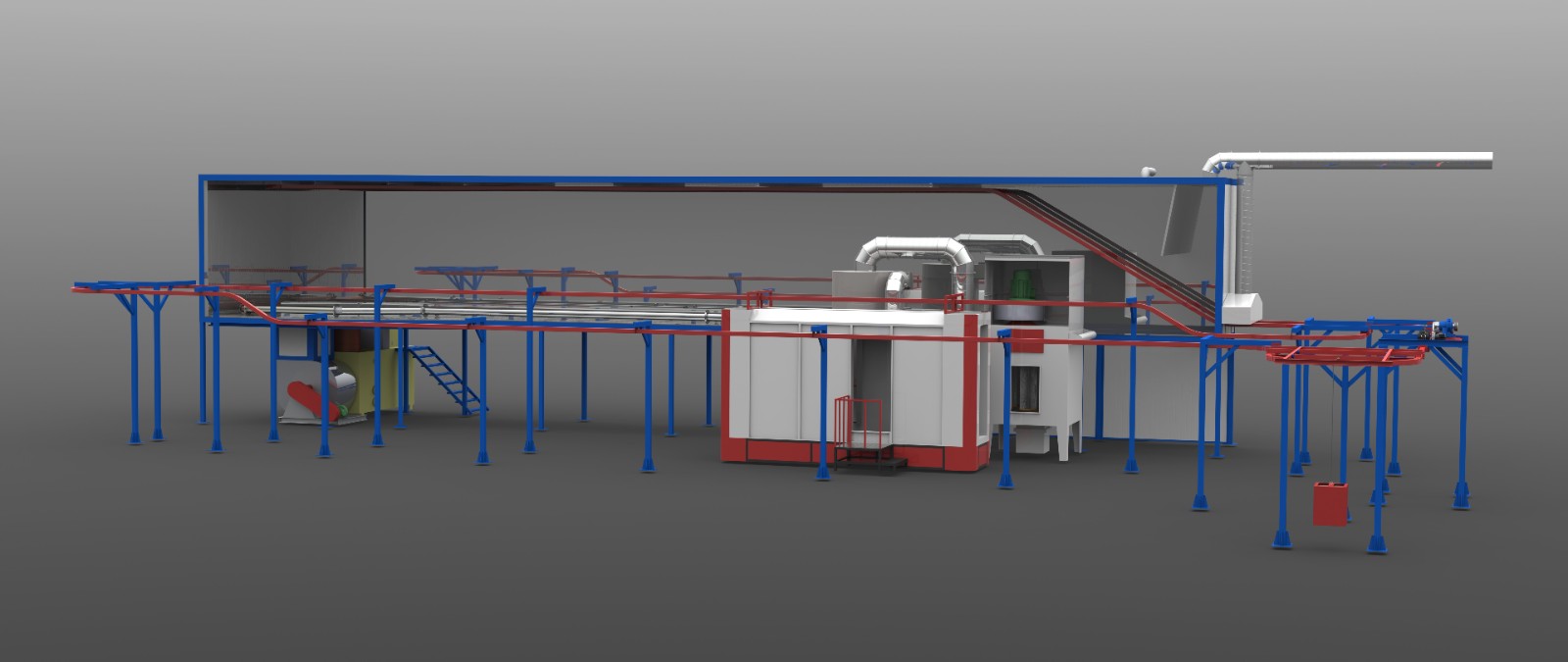
涂装流水线工程应用特点:
涂装流水线设备适用于工件表面的喷漆、喷塑处理,多用于单件或小批量工件的涂装作业,配合悬挂输送机、电轨小车、地面输送机等运送机械形成运输作业。
工程工艺布置:
1、喷塑线:上输送链——喷塑——烘干(10min、180℃-220℃)——冷却——下件
2、喷漆线:上输送链——静电除尘——底漆——流平——面漆——流平——烘干(30min、80℃)——冷却——下件
油漆喷涂主要有油淋式喷漆室、水帘式喷漆室,广泛运用于自行车、汽车钢板弹簧、大型装载机的表面涂装。
作为处理前技术来说,初前处理的传统方式为槽浸式,按工艺流程逐槽浸渍。随着工艺的改进和发展,出现了二合一(即除油、除锈)和三合一(即除油、除锈、钝化)工艺。国外及国内的家电行业多采用喷淋式前处理,其特点是生产效率高,操作简便,易于实现生产自动化或半自动化,脱脂效果好,磷化膜致密均匀。但是不管怎么发展,表面处理的前处理工艺都是必须的,针对不同的涂层要求及对抗腐蚀的要求,除油、除锈、磷化等处理方法要视工件原材料的状况来选择。当然,在前处理工艺中,喷砂、抛丸或打磨工艺也在不同行业的不同部门按需要选择应用。时代的发展,表面处理工艺在发展,就水洗来说初一般使用自来水,但是随着工艺要求及发展,水洗已采用蒸馏水或纯净水;前处理也有采用超声波的处理工艺。
1.操作人员应了解涂装生产线的结构,性能,原理,和操作规程,方可上岗。2.做好涂装前的准备工作,启动加热装置;温度升至设定温度时启动输送装置启动循环风机,并打开输送润滑装置。
3.使用输送前应检查各部位无问题方可使用;定期检查悬链各紧固件及涨紧情况,定期清理挂具。
4.启动输送时调速应平滑,链速应由低慢慢调高,关机时应将链速调到零位,以免突然开机损坏整流元件。
5.吊挂工件要牢靠平稳,不能超过悬链规定的较大工件尺寸(工件对角≤1m);不能超过悬链规定的较大工件质量≤50kg;不能超过悬链规定的较高线速≤1.5m。6.根据工件厚薄选择所设定的温度及线速;工件越厚,温度相对要高,链速相对要慢。
7.烤漆温度设定130—140℃,恒温30—40分钟,喷塑温度设定190—200℃,恒温15—20分钟。
8.工件进入水帘喷漆室前室体内壁均匀涂上黄油,水中加入固化剂,然后依次打开水泵,风机,照明,待工件送入时开始喷涂;下班前及时清理室体内壁,水槽内附着的油漆,及时清理
水泵滤网,关闭电源和气源。9.喷漆室水帘厚度应≥2mm,且均匀。水槽水位不能高于水泵滤网,也不能过低。10.工件进入喷粉室前依次打开风机,照明,喷涂主机电源,待工件送入时开始喷涂。下班前清理喷塑机粉路,收集回收粉,过筛后装入粉桶或粉箱中,关闭电源,气源;定期清理检查滤芯。
11.烘干室内部应保持清洁,及时更换损坏的石英管,更换石英管时接线端子应旋紧。
12.布置在涂装线上的五个急停按钮,以便生产时出现问题及时停机,排除问题后,旋开急停按钮,继续工作
涂装设备的环保措施及工艺设计:
环保措施
(1)工作时必须佩戴相应的口罩与防毒面具,必须有良好的通风措施。
(2)溶剂挥发比较大的部位,必须集气装置,防止有毒气体扩散。
工艺设计
要使得涂装设备利用率达到比较高的水准,便需建立合理的涂装生产流水线,首先要确定生产纲领、完善工艺设计、方案规划,然后才能进行设备的设计、制造和安装。因此工艺设计、方案规划是建立生产线的基础,正确、合理的流程对生产操作及产品质量将会产生决定性的影响。
工艺设计的内容主要包括:工件表面前处理方法、涂装方式、涂料性能、喷涂环境、流程规划等。
法等。